歡迎光臨 無錫方管廠家 官網!
全國服務熱線:
18118889993
歡迎光臨 無錫方管廠家 官網!
18118889993

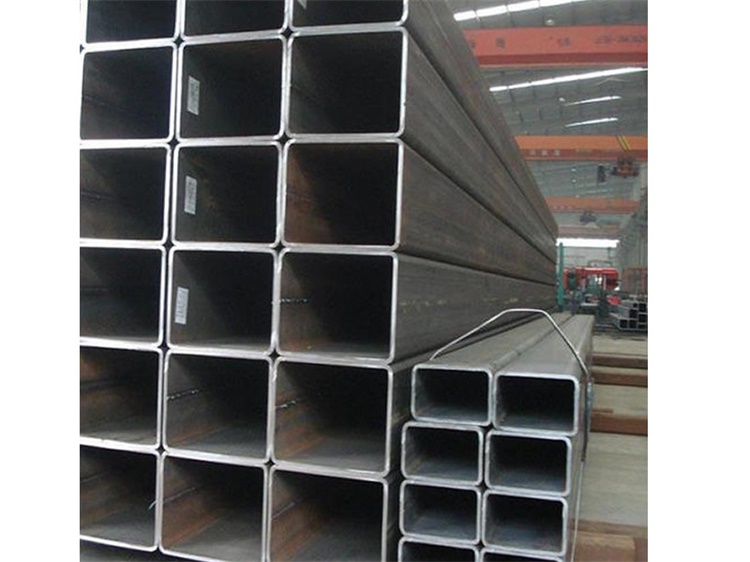
無縫方管廠供現貨
16×16×0.4~1.5 380×380×8.0~14.0
18×18×0.4~1.5 400×400×8.0~14.0
20×20×0.4~1.5 420×420×10.0~14.0
25×25×0.6~2.0 450×450×10.0~14.0
30×30×0.6~4.0 480×480×10.0~14.0
34×34×1.0~2.0 500×500×10.0~14.0
35×35×1.0~4.0 38×38×1.0~4.0
550×550×10.0~40.0 40×40×1.0~4.5
600×600×10.0~40.0 44×44×1.0~4.5
700×700×10.0~40.0 45×45×1.0~5.0
800×800×10.0~50.0 50×50×1.0~5.0
900×900×10.0~50.0 60×60×1.5~5.0
1000×1000×10.0~50.0 70×70×2.0~6.0
75×75×2.0~6.0 80×80×2.0~6.0
85×85×2.0~6.0 95×95×2.0~8.0
100×100×2.0~8.0 120×120×4.0~8.0
150×150×6.0~10.0 180×180×6.0~12.0
200×200×6.0~12.0 220×220×6.0~14.0
250×250×6.0~14.0 280×280×6.0~14.0
300×300×8.0~14.0 320×320×8.0~14.0
350×350×8.0~14.0
用途: 無縫方管的用途有建筑,機械制造,鋼鐵建設等項目, 造船,太陽能發電支架,鋼結構工程,電力工程,電廠,農業和化學機械,玻璃幕墻,汽車底盤,機場,鍋爐建造,高速路欄桿,房屋建筑,壓力容器,石油儲罐,橋梁,電站設備,起重運輸機械及其他較高載荷的焊接結構件等
成型方法:
1、實彎
實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。
1)實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。
2)實彎的缺點是有拉伸/減薄效應。第一,實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。
2、空彎
空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。
1)空彎的優點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內角而不致管壁發生斷裂。
2)空彎的缺點是在上邊/側邊同步空彎時,由于上輥和下輥同時產生壓力,成型力容易超越臨界點,造成邊部失穩內凹,并且也會影響到機組穩定運行和成型質量。這也是方矩管和圓管空彎成型時不同的特點
推薦資訊