歡迎光臨 無錫方管廠家 官網(wǎng)!
全國服務(wù)熱線:
18118889993
歡迎光臨 無錫方管廠家 官網(wǎng)!
18118889993

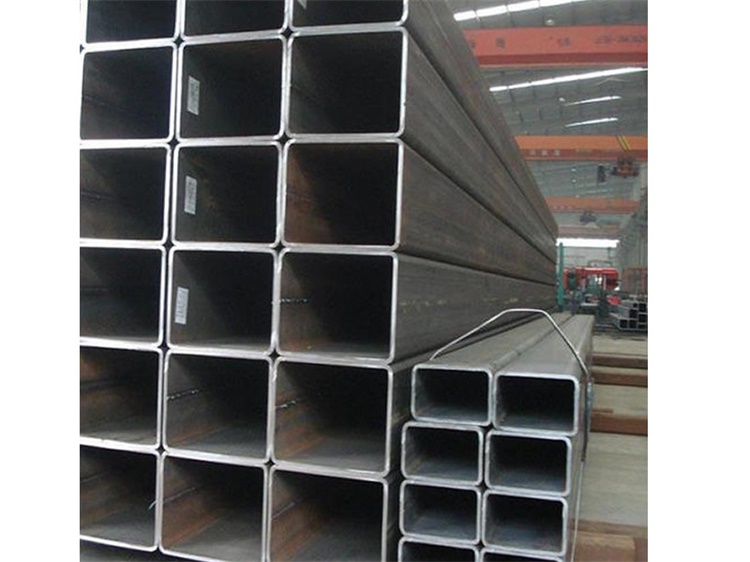
無縫方管應該是內(nèi)應力過度密集的問題。無縫方管的材料熱處理后太脆,電焊焊接時部分持續(xù)高溫,并沒有對應的隔熱對策,造成破裂。電焊焊接:焊接,又被稱為“溶接”或電焊焊接、焊接,是將2種或各種原材料加溫、充壓或一起應用,使兩種產(chǎn)品工件中間造成分子融合的流程和接入方式。電焊焊接在金屬材料和非金屬材料層面均有普遍的運用。二輥斜軋切割機廣泛運用于一發(fā)鍍鋅鐵坯破孔。不但一般的馬氏體鍍鋅板,并且難形變的雙相鋼和鎳基高溫合金都能夠在兩輥斜軋切割機上生產(chǎn)制造。
假如應用雙輥錐形輥切割機,可生產(chǎn)制造的鋼材牌號與毛細血管的表面很短,如向內(nèi)折疊式和內(nèi)部結(jié)構(gòu)裂痕等內(nèi)表面缺點。此外,生產(chǎn)制造下來的毛壁薄厚更薄,通過各種各樣冷拔機可以使壁厚變軟,進而降低冷拉道次,提升工作效率和通過率,顯著提升經(jīng)濟收益。冷擠壓加工工藝是海外熱處理工藝無縫方管的重要生產(chǎn)工藝流程。與壓擠成型和冷軋的生產(chǎn)制造方式 對比,壓擠成型法的特性是金屬材質(zhì)在全部變型全過程中遭受三維縮小內(nèi)應力。針對抗形變工作能力高、熱固性塑料差的塑膠的不銹鋼鋼管,可以得到較好的里外使用性能和合金成分。因為柱式四柱液壓機破孔技術(shù)性的改善,壓擠后的荒壁薄厚精密度可實現(xiàn)5%~7%。
連續(xù)擠壓機專用工具便于生產(chǎn)制造和拆換,合適批量生產(chǎn),多規(guī)格型號不銹鋼鋼管,特別適合生產(chǎn)制造斜軋切割機沒法生產(chǎn)制造和生產(chǎn)的高合金鋼。無縫方管電弧焊接是在電焊焊接過程中將產(chǎn)品工件頁面加溫至熔融狀態(tài),無工作壓力進行電焊焊接的方式。電弧焊接時,熱原快速加溫并融化2個待電焊工件的頁面,產(chǎn)生熔合。熔池伴隨著熱原往前挪動,制冷后產(chǎn)生持續(xù)焊接,將兩種產(chǎn)品工件組合成一體。經(jīng)調(diào)質(zhì)處理后,無縫方管表明出高質(zhì)量,關(guān)鍵反映在規(guī)格精密度和表層光滑度層面。即使通過熱處理工藝,管件表層也不會發(fā)生空氣氧化膜,冷彎型鋼后也不會形變,因而可以實現(xiàn)更繁雜的機械加工制造生產(chǎn)加工,這種全是無縫方管的優(yōu)勢。在強勁的外力下,無縫方管的抗可塑性和抗開裂工作能力獲得了一定程度上的提升。
推薦資訊